Analysis and Improvement of Leakage at Flanges of High Pressure Ball Valves (Part Two)
Home >News >Industry News >Analysis and Improvement of Leakage at Flanges of High Pressure Ball Valves (Part Two)
3. Solutions
The blind plate pressure test method can detect the stud strength of the middle flange and the leakage of the sealing surface, and will not have any external force damage to the middle flange. However, it has disadvantages such as low efficiency of the test process. At the same time, the valve not only bears axial pressure on the pipeline, but also has a complex stress state such as extrusion and bending of the pipeline. Therefore, the blind plate pressure test method cannot truly reflect the actual use, and the valve leaks after it is installed on the pipeline.
Figure 3 The proportion of ball valve bodies and bonnets
In terms of valve structure, it is generally believed that the cost of a three-piece ball valve is lower than that of a two-piece ball valve. In the cost accounting, it was found that when stainless steel valve bodies are adopted, the price of high-performance studs for flanges accounts for a large proportion, and the number of bolts for three-piece ball valves is twice more than that of the two-piece ball valves. Moreover, it was pointed out in the design specifications and standards that the wall thickness of the three-piece ball valve body needs to be based on the inner diameter of the middle body and the space occupied by the stud should be deducted, which caused the middle body to be too big. Therefore, the overall cost is increased because of saving the processing cost of the middle body. Meanwhile, if the flange of the designed valve structure is too thin, its overall is inconsistent and it doesn't look nice (Figures 3b and d). When the two-piece structure is adopted, the thickness of the middle body is based on the diameter of the end flange flow channel, and the thickness of the outer valve body will be greatly reduced; the thickness space left for the middle flange will also increase. The strength of the middle flange will increase; the cost is reduced, and the appearance of the valve body will become beautiful (Figures 3a and c). Therefore, adopting the three-piece ball valve does not meet the optimal economic and application performance requirements.
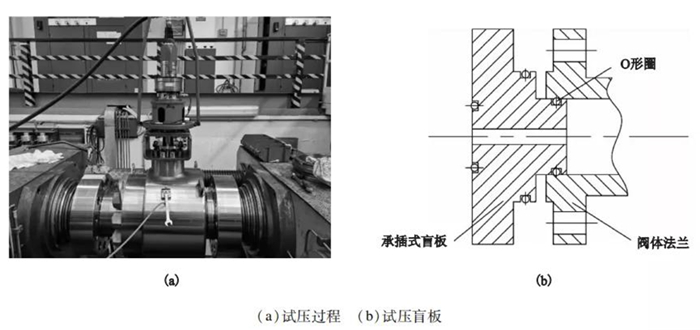
Figure 4 Improved socket type top cylinder press tests
In terms of the pressure test, the blind plate pressure test method can test the strength of the flange bolts, but the efficiency is low. It is only used when there is no pressure test equipment for valves of large diameters. Combining the two test methods, the pressure test blind plate is improved. Sealing by the end face of the flange is not adopted. Bosses corresponding to different flow channel specifications and winded O rings are adopted for the pressure test blind plate (Figure 4). The top cylinder pressure test machine no longer fully compulsively presses the two end faces of flanges, and will not damage the strength of the middle flange due to improper test methods. At the same time, the strength of studs of middle flanges and middle flanges can also be checked in the strength test of shells. In terms of valve structure, the valve body adopts a two-piece type instead of a three-piece type. Under the premise of limited structural length, it can ensure that the middle flange has sufficient strength. When the octagonal gasket sealing structure is adopted, it will not be deformed due to pressure, or the triangular gasket without seams can be used to avoid warping or deforming the flange.
4. Conclusion
From the perspective of reliability or safety, the ball valve should adopt a two-piece valve body structure. The pressure test method can neither assist the sealing of the middle flange nor destroy the strength of the middle flange. By adjusting the structure of the valve body and improving the pressure test device, the work efficiency is improved, the product quality is improved, and the reliable and stable operation of the refining and chemical plant is ensured.